|
ПОРОШКОВАЯ ПРОВОЛОКА INNERSHIELD одна из крупнейших разработок компании LINCOLN ELECTRIC в области высоко производительной полуавтоматической сварки. |
|
| Образно говоря, Innershield (Иннершилд) - это ручной покрытый электрод “вывернутый наизнанку” и изготовленный в виде непрерывной проволоки. Внешний диаметр такой проволоки колеблется в пределах от .035” (0,9 мм) до 5/64” (4,0 мм) в зависимости от размеров электрода. С помощью такой порошковой проволоки практически любую работу можно выполнить гораздо более эффективно. Цеховое производство, монтаж металлоконструкций, сервисные и ремонтные строительные работы - во всех перечисленных областях применим полный набор электродов типа Innershield. | |
|
|
|
| Как это работает... | |
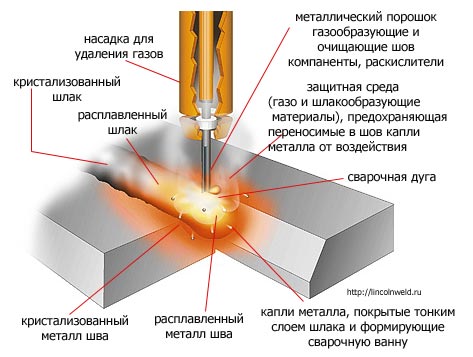
| Сердцевина трубчатой проволоки заполнена флюсом следующего состава:
- А. Металлический порошок. - В. Материалы, образующие защиту. - С. Раскислители. - D. Элементы, очищающие сварочную ванну. Элементы, образующие газовую защиту дуги и шлак, защищают переносимый в сварочную ванну металл. Сама проволока Innershield, включая наполнитель сердцевины, негигроскопичны, поэтому позволяют наплавлять металл с низким содержанием водорода. Значительные преимущества металлургической структуры наплавленного электродами Innershield металла в главным образом обусловлены точно и тщательно контролируемым химическим балансом между тремя элементами - алюминием, кремнием и марганцем. Эта комбинация, также, формирует необходимый уровень раскисления, который снижает либо ограничивает уровень пористости метала шва, коррозионные и пластические свойства, обеспечивает стойкость к образованию трещин. Кроме того, флюс содержит различные легирующие добавки, позволяющие достичь желаемых механических свойств, таких как ударная вязкость металла шва, свойства сопротивления распространению трещин (CTOD), пластичность и прочность. Инженеры компании Линкольн Электрик разработали способ сварки, позволяющий наплавлять металл, обладающий уникальной структурой. Она удовлетворяет растущим требованиям к качеству, предъявляемым различными отраслями промышленности сегодняшнего дня. Строгий контроль качества проволоки при ее изготовлении и возможность постоянного отслеживания всех этапов технологического процесса сварки обеспечивают постоянство ее параметров и высокого качества выполняемой работы. Один из факторов, улучшающих рабочие свойства Innershield,- высокая прочность собственно оболочки порошковой проволоки, что определяет отсутствие проблем при ее подаче в зону сварки. |
|
| Возможность усовершенствования технологического процесса сварки | |
| Разработанные компанией новые механизмы подачи и источники тока внесли свой значительный вклад в надежность всей сварочной системы, необходимой для достижения высокого качества и низкой себестоимости работ. Чтобы гарантировать постоянное соответствие параметров процесса сварки существующим требованиям - сварочные режимы устанавливаются предварительно и контролируются в процессе сварки. Производительность сварки зависит от оператора, поэтому были разработаны облегченные и несложные в обращении сварочные горелки. В тех случаях, когда сварка выполняется в условиях ограниченного пространства или плохой естественной вентиляции, специальные дымоотсасывающие горелки и системы удаления сварочных газов и аэрозолей значительно улучшают атмосферу, в которой работает сварщик. Главное преимущество такой системы - возможность выполнять высококачественную работу в комфортных условиях с высокой производительностью. | |
| Экономия затрат от 30 до 50% | |
| Снижение затрат на выполнение сварочных работ, достигающее 1/3, а иногда и 1/2, является типичным явлением при замене процесса сварки обычными ручными электродами на работу проволокой Innershield. Причина проста: Innershield подразумевает полуавтоматический процесс сварки непрерывным проволочным электродом и совмещает это свойство с гибкостью, простотой и мобильностью работы ручными электродами. При этом полуавтоматический процесс вполне может быть автоматизирован. Выбор надлежащего процесса сварки имеет прямое отношение к получаемой экономической эффективности работы. Полуавтоматическая сварка порошковой проволокой Innershield несет в себе большой потенциал увеличения эффективности. Это справедливо для широкого спектра работ, связанных со строительством и монтажом металлоконструкций различного назначения, для цеховых сварочных работ, ремонта и технического обслуживания различных объектов, а также для многих других сфер производства, широко использующих сварочные процессы. Полуавтоматическая сварка порошковыми проволоками Innershield, разработанная компанией Lincoln Electric не имеет равных по надежности, рентабельности и производительности. Десятки тысяч тонн этой проволоки расходуются промышленными предприятиями во всем мире именно по этой причине. | |
| Семь причин экономии времени и затрат. | |
| Производительность наплавки до четырех раз выше, чем при работе ручными электродами. При работе с Innershield один человек способен наплавлять до 40 килограмм металла в день. Сравните этот показатель с аналогичным для выполнения той же работы ручным электродом. Увеличение до 24% коэффициента наплавки. Процесс сварки проволокой Innershield происходит при постоянном коэффициенте наплавки порядка 80% или выше. Это означает что 80% 50 фунтовой (22,6 кг) катушки проволоки Innershield оказываются в сварном шве в виде наплавленного металла. Сравните эту величину со средним показателем эффективности наплавки при работе со штучными электрода, равным 65%. Причиной такой разницы, в частности, является то, что от 5 до 10 сантиметров рабочей длины каждого ручного электрода приходится выбрасывать. Этого не происходит с проволокой. | |
| Эффективность использования рабочего времени. Отсутствуют “перерывы” на замену штучного электрода. | |
| Сварщик вынужден приостановить процесс работы, когда его положение становится неудобным или при достижении физического окончания шва. Это несет два основных преимущества:
- А. Заметно увеличивается время горения дуги и его доля, в общем времени выполнения работ. - B. Устраняется значительное число дефектов, имеющих место при возобновлении сварного шва. Сварщик способен выполнить один непрерывный шов вместо последовательности коротких. Значительные затраты на ремонт подобных дефектов практически устраняются. |
|
| 50% снижение времени зачистки сварных швов. | |
| При четком соблюдении режимов сварки для электродов Innershield характерен низкий уровень разбрызгивания, что сокращает время на зачистку до 50% по сравнению с ручными электродами. | |
| Отсутствие трещин в сварных швах. | |
| Шлак, образуемый при сварке проволокой Innershield, обладает уникальным свойством нейтрализации серы, что понижает содержание сульфата железа в сварочной ванне и минимизирует объем связанных с этим дефектов. Спецификация сварочных материалов стандарта Американского общества сварщиков AWS A5.20-79 обращает особое внимание на высокие показатели трещиностойкости сварных швов, выполненных порошковой проволокой марки Innershield. | |
| Случаи плохой сборки сварного соединения. | |
| В некоторых случаях электроды Innershield специально рекомендуются для выполнения корневых швов недостаточно четко подогнанных соединений. По средством простого увеличения электрического вылета электрода глубина проплавления может быть заметно понижена. При этом Innershield способна справляться с заполнением значительных зазоров с производительностью, недоступной ни одному другому методу дуговой сварки. В дополнение к прямому снижению затрат, электроды Innershield обеспечивают и некоторую косвенную экономию. Большинство марок позволяют вести сварку во всех пространственных положениях. При работе вне помещений Innershield не требует дополнительных приспособлений для поддержания надежной защиты дуги. Наконец, эта проволока весьма проста в обращении. Сварщики проще обучаются работе с Innershield, чем с ручным электродом. С любой стороны, порошковая проволока Innershield - это наиболее прогрессивное решение большинства сварочных проблем. | |
| Исключение затрат на использование защитных газов и соответствующих аксессуаров. | |
| При работе с Innershield исключается необходимость первоначальных инвестиций и последующих затрат, связанных с установкой и эксплуатацией системы снабжения защитных газов. Сокращаются затраты на приобретение газов и дорогих горелок. При этом следует учесть, что действительный расход защитного газа при проведении сварочных работ значительно выше чем расчетный. Исчезают проблемы с качеством сварки, вызываемые ранее потерей газовой защиты ванны при работе на открытом воздухе. | |
| Широкий арсенал проволок Innershield | |
| Семейство порошковых проволок Innershield, разработанных компанией Lincoln Electric, сможет предложить электрод, максимально удовлетворяющий требованиям практически любого случая сварки. | |
| Сварные швы с переменой пространственного положения.
Выпускается широкий спектр электродов, удовлетворяющих этим требованиям: от предназначенных для работ общего назначения до удовлетворяющих требованиям повышенной ударной вязкости. Сварка в нижних положениях с высокой производительностью наплавки. Выбор из нескольких марок - предназначенных специально для качественной сварки соединений с плохой подгонкой кромок или с беспрецедентно высокими показателями производительности наплавки - от 10 до 18 килограмм в час. Сварка тонколистового металла на высоких скоростях. Результатом постоянных исследований инженеров компании явилась разработка специальных марок Innershield, предназначенных для сварки сталей малых толщин, включая тонколистовой металл до 1,2 мм. Специальные случаи сварки. Электроды Innershield, предназначенные для сварки трубопроводов различного назначения, сталей с цинковым и алюминиевым покрытием, материалы для наплавки и механизированной сварки на подъем толстостенных сосудов - эти марки дополняют и завершают общую линию электродов Innershield. |
|
| ПРИМЕНЕНИЕ СВАРОЧНОЙ ПРОВОЛОКИ INNERSHIELD | |
| Компания Линкольн Электрик разработала порошковую проволоку марки Innershield, которая призвана отвечать на сварочные запросы сегодняшнего и завтрашнего дня. Технология сварки Innershield основывается на использовании специальных сварочных систем, позволяющих повысить производительность и качество, снизить издержки. Это абсолютно гибкие системы - они могут быть использованы в комбинации с высокопроизводительной робототехникой, при строительстве сварных конструкций в цеховых или монтажных условиях, где особое значение придается мобильности оборудования. Мы приводим несколько маленьких примеров, наглядно демонстрирующих использование нашими заказчиками проволоки марки Innershield, и получаемые при этом преимущества. | |
| Более100 дюймов (2,5 м) в минуту. Высокие скорости сварки имеют большое значение на автоматических автомобилестроительных линиях.. При изготовлении деталей кузовов, двигателей, мостов, рам и т.д. успешно применяется высокоскоростная сварка Innershield. С недавних пор применяемые стали с гальваническими покрытиями свариваются на скоростях, необычно высоких для такого типа трудносвариваемых сталей. | |
| Сварочное оборудование производства Lincoln Electric для полуавтоматической сварки порошковыми проволоками Innershield (иннершилд). |
| LN-23P | подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве |
|
Применение: Полуавтоматическая сварка самозащитными проволоками на монтаже металлоконструкций и строительстве магистральных трубопроводов мостостроении.
|
|
|
артикул: K316L-1 |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |

|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
LN-23P |
1,70 - 2,0 мм |
до 350 Ампер |
0,76 - 4,3 м/мин |
520х230х280 |
12,3 кг |
|
Компания ООО ВЭЛДТЭК располагает обширным опытом по внедрению подобных сварочных материалов, подробнее с такими технологиями оборудованием и предоставляемыми услугами можно ознакомиться на интернет сайте http://www.lincolnweld.ru или по телефону (495) 981-0020. |