
|
|

|
СИСТЕМЫ СЕРИИ AGW
для автоматической сварки под флюсом горизонтальных стыков нефтеналивных резервуаров. |

|
|

|
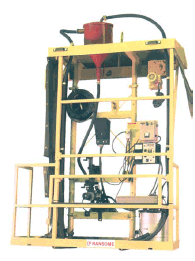 |
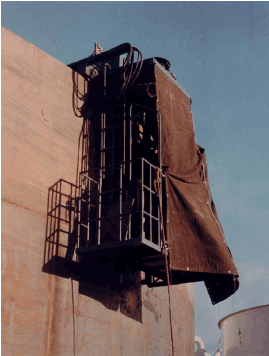
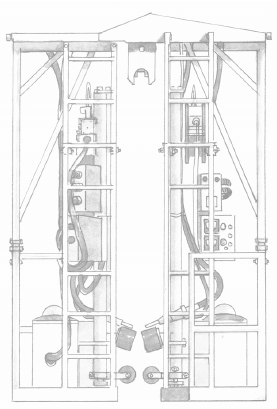
Система автоматической сварки горизонтальнойсварки Ransome AGW (Automatic Girth Welder) является автоматической самоходной сварочной установкой для использования при строительстве полевых резервуаров различного назначения, имеющих высоту пояса от 1,8 до 3 м. Конструкция установки представляет А-образную раму, охватывающую сверху свариваемый пояс и опирающуюся на него. Каждая сторона системы AGW имеет собственную сварочную головку, контрольный блок, подвижную ременную систему поддержки и систему рециркуляции сварочного флюса, обеспечивающие одновременное выполнение сварных швов с обеих сторон резервуара. Сварочная часть системы включает комплект оборудования для автоматической сварки под флюсом компании Линкольн Электрик на базе автоматической головки NA-3S. В тех случаях, когда это одобрено заказчиком, система AGW, так же может использоваться для сварки двумя дугами по технологии Twin-Arc, разработанной Линкольн Электрик, или для сварки самозащитной порошковой проволокой. |
 А-образная сварная рама изготовлена из конструкционной профильной стали. Одна из сторон рамы, называемая основной (master), является самодостаточной и может использоваться для односторонней сварки (система AGW-I). Другая сторона, дополнительная (slave), имеет шарнирное крепление к основной и создает комплект для двухсторонней сварки стыка (система AGW-II). Телескопические вертикальные элементы несущей рамы имеют возможность ручного изменения и фиксирования их длины. Таким образом, система способна выполнять сварку горизонтальных поясов, имеющих высоту от 1,8 до 3,05 м (6-10 ft). А-образная сварная рама изготовлена из конструкционной профильной стали. Одна из сторон рамы, называемая основной (master), является самодостаточной и может использоваться для односторонней сварки (система AGW-I). Другая сторона, дополнительная (slave), имеет шарнирное крепление к основной и создает комплект для двухсторонней сварки стыка (система AGW-II). Телескопические вертикальные элементы несущей рамы имеют возможность ручного изменения и фиксирования их длины. Таким образом, система способна выполнять сварку горизонтальных поясов, имеющих высоту от 1,8 до 3,05 м (6-10 ft).
Основная рама имеет два колеса, изготовленных из упрочнен ной стали, имеющих две реборды и рифленую опорную поверхность. Колеса расположены в верхней части рамы и используются для подвешивания рамы на поясе и движения по нему. Колеса перенастраиваются вручную для размещения рамы на цилиндрическом резервуаре с диаметром до 4,5 метров. Расстояние между ребордами колес составляет 47,6 мм (1-7/8”), т.е. свариваемый пояс может иметь толщину до 44,5 мм. Одно из колес приводится в движение зубчатым мотор-редуктором (без вторичных цепных передач), состоящим из шунтового электродвигателя с электронным управлением мощностью 0,75 л/с и двухступенчатого зубчатого редуктора. ной стали, имеющих две реборды и рифленую опорную поверхность. Колеса расположены в верхней части рамы и используются для подвешивания рамы на поясе и движения по нему. Колеса перенастраиваются вручную для размещения рамы на цилиндрическом резервуаре с диаметром до 4,5 метров. Расстояние между ребордами колес составляет 47,6 мм (1-7/8”), т.е. свариваемый пояс может иметь толщину до 44,5 мм. Одно из колес приводится в движение зубчатым мотор-редуктором (без вторичных цепных передач), состоящим из шунтового электродвигателя с электронным управлением мощностью 0,75 л/с и двухступенчатого зубчатого редуктора.
Диапазон скоростей движения рамы составляет 0,10 – 2,67 м/мин. Обе части рамы, основная и дополнительная, оснащены платформой для оператора, огороженной перилами.
Платформы имеют лестницы для перемещения операторов с одной стороны системы на другую, а так же для доступа к основному флюсовому сепаратору, расположенному в верхней части конструкции.
Опорные ролики малого диаметра, расположенные в нижних углах конструкции, облегчают установку и удаление системы с резервуара. Занавеси, выполненные из плотного материала, обеспечивают защиту зоны сварки и оператора от ветра и непогоды. |
| СВАРОЧНЫЙ ПРОЦЕСС И ОБОРУДОВАНИЕ |
|
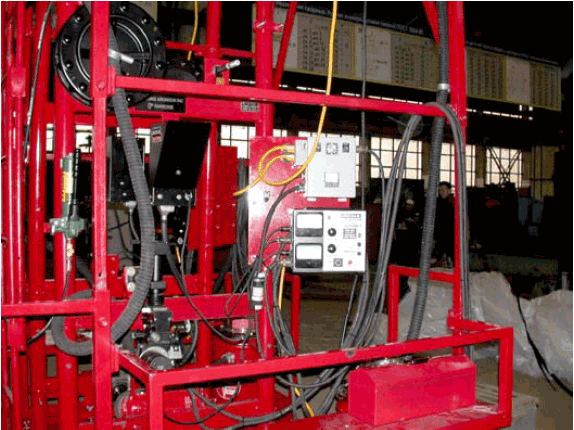 Стандартный комплект сварочного оборудования, поставляемого вместе с системой, включает сварочную головку Линкольн Электрик марки NA-3S с соответствующим контрольным блоком, оснащенную мундштуком, приводными роликами, правильным устройством и бухтой с кронштейном для загрузки мотков сварочной проволоки весом до 22,7 кг (50 lbs) и диаметром 3,2 мм. Сварочный мундштук оснащен системами ручного перемещения по вертикали и горизонтали, обеспечивая полный контроль выполнения сварного шва и возможность коррекции положения мундштука. Сварочная оснастка системы включает подвижный ременной механизм, обеспечивающий поддержание сварочного флюса в рабочем положении в процессе сварки. Стандартный комплект сварочного оборудования, поставляемого вместе с системой, включает сварочную головку Линкольн Электрик марки NA-3S с соответствующим контрольным блоком, оснащенную мундштуком, приводными роликами, правильным устройством и бухтой с кронштейном для загрузки мотков сварочной проволоки весом до 22,7 кг (50 lbs) и диаметром 3,2 мм. Сварочный мундштук оснащен системами ручного перемещения по вертикали и горизонтали, обеспечивая полный контроль выполнения сварного шва и возможность коррекции положения мундштука. Сварочная оснастка системы включает подвижный ременной механизм, обеспечивающий поддержание сварочного флюса в рабочем положении в процессе сварки.
При эксплуатации системы AGW рекомендуется использовать сварочные материалы и режимы сварки, рекомендованные компанией Линкольн Электрик. Например, для целей строительства резервуаров из углеродистой стали, применяется сплошная проволока марки L-61 в комбинации с агломерированным нейтральным флюсом для многопроходной сварки марки Lincolnweld 860. В качестве источников питания для сварки в системе используются универсальные тиристорные сварочные выпрямители марки Idealarc DC-600 компании Линкольн Электрик. Для использования в России система оснащается источниками соответствующей модификации, предназначенной для использования на электросетях 380/415 В, 50 Гц. Потребление электроэнергии каждым постом составляет порядка 40 кВА. Источники питания установлены на специальную сварную раму, имеющую защищенные электрические коммутирующие устройства и защитные занавеси. Автоматические сварочные головки NA-3S установлены в каждую из составляющих подвижной рамы и находятся под управлением операторов. Электронный блок управления движе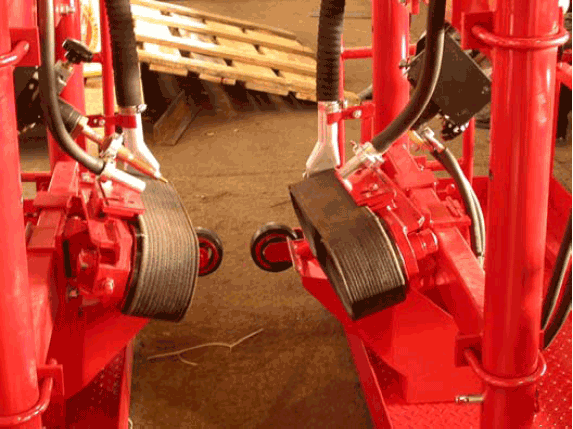 нием системы расположен в основной части рамы и питается от независимого источника питания, расположенного на одной раме со сварочными источниками. Блок, в частности, включает нием системы расположен в основной части рамы и питается от независимого источника питания, расположенного на одной раме со сварочными источниками. Блок, в частности, включает  потенциометр регулировки скорости движения системы, тумблер направления движения, кнопку включения маршевой скорости и спидометр для контроля скорости перемещения. Каждая из сторон системы включает устройство рециркуляции сварочного флюса. Посредством вакуумного насоса, использованный флюс собирается с флюсового ремня и попадает в основной сепаратор, расположенный в верхней части рамы, откуда вновь направляется к зоне сварки. потенциометр регулировки скорости движения системы, тумблер направления движения, кнопку включения маршевой скорости и спидометр для контроля скорости перемещения. Каждая из сторон системы включает устройство рециркуляции сварочного флюса. Посредством вакуумного насоса, использованный флюс собирается с флюсового ремня и попадает в основной сепаратор, расположенный в верхней части рамы, откуда вновь направляется к зоне сварки.
|
|
 В состав комплекса AGW входят: Несущая А-образная рама Устанавливается на верхнюю кромку свариваемого пояса и обеспечивает поддержку двух сварочных платформ. Регулировочная рама Снабжена телескопической системой регулировки позволяющей изменять размер рамы, настраивая ее на определенную высоту свариваемого пояса. Система имеет грубую и плавную регулировку. Грубая регулировка имеет три ступени: 1,83 м (6 футов), 2,44 м (8 футов) и 3,05 м (10 футов). На каждой ступени существует плавная регулировка ± 355,6 мм (± 14 дюймов). Таким образом диапазон высот расширяется и составляет от 1,47 м до 3,41 м. В состав комплекса AGW входят: Несущая А-образная рама Устанавливается на верхнюю кромку свариваемого пояса и обеспечивает поддержку двух сварочных платформ. Регулировочная рама Снабжена телескопической системой регулировки позволяющей изменять размер рамы, настраивая ее на определенную высоту свариваемого пояса. Система имеет грубую и плавную регулировку. Грубая регулировка имеет три ступени: 1,83 м (6 футов), 2,44 м (8 футов) и 3,05 м (10 футов). На каждой ступени существует плавная регулировка ± 355,6 мм (± 14 дюймов). Таким образом диапазон высот расширяется и составляет от 1,47 м до 3,41 м.
Сварочная платформа оснащена защитными шторками для безопасности оператора и защиты зоны сварки. Каждая сварочная платформа имеет лесенку, позволяющую операторам, в случае необходимости, перемещаться с одной стороны резервуара на другую. Направляющие ролики позволяют ускорить процесс подготовки системы к сварке. Легко монтируются и демонтируются. Рабочие опорные ролики позволяют сваривать резервуары диаметром от самого большого до 4,6 м. Блок управления осуществляет контроль скорости сварки (0,10 - 2,67 м/мин) и другими сварочными параметрами. Управление сварочными головками происходит с обеих сторон резервуара.
Система автоматической сварки под флюсом компании Lincoln Electric В комплект входит источник питания – универсальный сварочный трансформатор с тиристорным управлением марки Idealarc DC-600, сварочная головка NA-3, блок управления, механизм подачи, блок правки и стенд для установки катушки с проволокой. Сварочные головки на внутренней и наружной стороне резервуара смещены друг относительно друга на расстоянии от 76,2 мм (3’’) до 152,4 мм (6’’). Система рециркуляции флюса Обеспечивает эффективное использование сварочного флюса. Газовые горелки для подогрева стыка, производства компании Victor Для предварительного подогрева сварочного стыка. Система коммуникации Позволяющая операторам, ведущим процесс сварки, общаться друг с другом. |
|
Компания WELDTECH располагает обширным опытом по внедрению и обслуживанию подобных сварочных систем, подробнее с такими технологиями и оборудованием,
а также с предоставляемыми услугами можно ознакомится на http://www.lincolnweld.ru или по телефону (495) 981-0020 |
|
|


