| NA 3 |
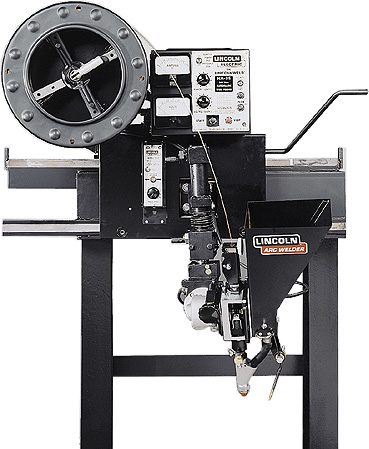
| Применение: Автоматическая сварка под слоем флюса на жесткой или крутопадающей вольтамперной характеристике.
Оснащение: Простая и надежная сварочная головка, может устанавливаться в различных сварочных системах, в том числе много дуговых с достижением наилучших результатов. Блок протяжки оснащен редуктором высокой мощности и правильным устройством проволоки, закрепляется на основаниях с возможностью регулировки относительно детали. Блок управления может быть размещен на необходимом расстоянии ограниченном условиями сварки и длинной кабелей. Оснащен аналоговым амперметром и вольтметром. Сконструирован таким образом, что редко используемые органы настройки и управления располагаются под лицевой панелью. Дополнительно оснащается блоками высокочастотного поджога, таймерами и регуляторами предварительных и послесварочных настроек. Совместима с источниками сварочного тока: Lincoln Electric типа CC, DC и CV. Регулировки: сварочный ток (скорость подачи), напряжение дуги, холодная подача проволоки, заварка кратера, установка начальных значений тока и напряжения, время отжига электрода. Режим работы с источником CC или CV. Положение и угол наклона к детали. |
|
|
артикул: |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
NA-3 |
0,6 ÷ 5,6 мм |
до 1500 Aмпер |
5,2 ÷ 19,7 м/мин |
|
56,0 кг |
| NA 4 |
|
|
Применение: Автоматическая сварка под слоем флюса на переменном токе, преимущественно в многодуговых системах.
Оснащение: Простая и надежная сварочная головка, может устанавливаться в различных сварочных системах, в том числе много дуговых с достижением наилучших результатов. Блок протяжки оснащен редуктором высокой мощности и правильным устройством проволоки, закрепляется на основаниях с возможностью регулировки относительно детали. Блок управления может быть размещен на необходимом расстоянии ограниченном условиями сварки и длинной кабелей. Оснащен аналоговым амперметром и вольтметром. Сконструирован таким образом, что редко используемые органы настройки и управления располагаются под лицевой панелью. Дополнительно оснащается блоками высокочастотного поджога, таймерами и регуляторами предварительных и послесварочных настроек. Совместима с источниками сварочного тока: Lincoln Electric типа AC Регулировки: сварочный ток (скорость подачи), напряжение дуги, холодная подача проволоки, заварка кратера, установка начальных значений тока и напряжения, время отжига электрода. Положение и угол наклона к детали. |
|
артикул: |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
NA-4 |
0,6 ÷ 5,6 мм |
до 1500 Aмпер |
5,2 ÷ 19,7 м/мин |
|
52,0 кг |
| NA 5 |
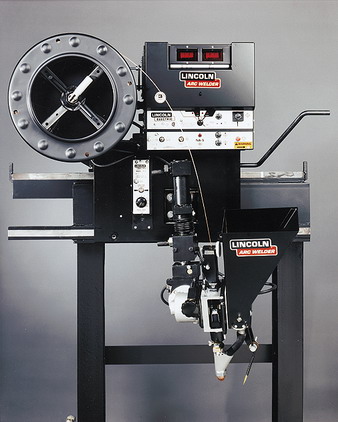
| Применение: Автоматическая сварка под слоем флюса и открытой дугой на жесткой вольтамперной характеристике.
Оснащение: Надежная высокопроизводительная сварочная головка, может устанавливаться в различных сварочных системах в том числе и на комплексные автоматические установки. Блок протяжки оснащен редуктором высокой мощности и правильным устройством проволоки, закрепляется на основаниях с возможностью регулировки относительно детали. Блок управления может быть размещен на необходимом расстоянии ограниченном условиями сварки и длинной кабелей. Оснащен цифровым индикатором сварочных параметров. Сконструирован таким образом, органы предварительной настройки и управления располагаются под лицевой панелью. Дополнительно оснащается: блоком высокочастотного поджога, таймерами и регуляторами предварительных и послесварочных настроек, блоком аналогового интерфейса для управления с систем автоматизации и блоком запоминания сварочных режимов на три регистра. Совместима с источниками сварочного тока: Lincoln Electric типа DC и CV. Регулировки: сварочный ток (скорость подачи), напряжение дуги, холодная подача проволоки, заварка кратера, установка начальных значений тока и напряжения, время отжига электрода. Положение и угол наклона к детали. Установка времени сварки. |
|
|
артикул: |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
NA-5 |
1,3 ÷ 5,6 мм |
до 1500 Aмпер |
0,4 ÷ 19,7 м/мин |
|
55,0 кг |
| Power Feed 10A |
|
Применение: Много функциональная автоматическая сварка под слоем флюса
|
|
|
артикул: |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |

|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
Power Feed-10A |
2,4 ÷ 5,6 мм |
до 1000 Aмпер |
0,4 ÷ 19,7 м/мин |
|
50,0 кг |
| Flux tank |
| Применение: Полуавтоматическая сварка под слоем флюса.
Оснащение: Система удержания проволоки с тормозным устройством и бункер для флюса с устройством нагнетания в зону сварки. В комплекте с механизмом подачи проволоки например LN-7, LN-8, LN-9 и специальной горелкой типа Sub Arc Gun производства Lincoln Electric представляет из себя пост полуавтоматической сварки под слоем флюса с большим коэффициентом наплавки. Может применятся при сварке протяженных металлоконструкций в комплекте с механизированной системой перемещения горелки или в местах где применение сварочного трактора невозможно по причине ограниченного пространства или малых технологических отверстий. Регулировки: |
|
|
артикул: |
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция |

|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||||
|
Модель |
Ø, проволок |
Ток сварки |
Скорость подачи |
Габариты |
Вес |
|
Flux tank |
2,0 ÷ 2,4 мм |
до 600 Aмпер |
см. механизм подачи |
|
45,0 кг |


